Technology of HPTR allows to obtain thin-walled tubes with 1/100 proportion of the wall thickness to the diameter, with high indicators of surface finish and dimensional accuracy of the tubes.
The HPTR Mill consists of the following basic units:
• working line;
• workpiece feed and turn mechanism (intermediate section);
• mandrel rod clamping mechanisms;
• charging table;
• receiving table for finished tubes;
• drawing chuck unit;
• system feeding lubricating-cooling liquid (LCL) into working stand;
• pneumatic drive;
• electric drive and automatic control system;
 Working line. The deformation of the tube workpiece is performed in a working line. The working line consists of:
Working line. The deformation of the tube workpiece is performed in a working line. The working line consists of:
- working stand with a slot and crank mechanism for moving the separator;
- working stand drive;
- working stand frame with a protective cover;
Working stand with a slot and crank mechanism is designed to create deformation force and to roll the tube-blanks. It consists of a stand frame with supporting straps and adjustment mechanisms placed on it, and the movable separator with rollers. On the stand frame there are pipings of the coolant to the deformation zone and to sliding guides of the crate. The rocker mechanism makes the reciprocating movement of the stand along the tube and provides the movement of the separator with roller inside the cage. It is the two shoulder lever mounted on the frame of the working line. One shoulder is connected through a connecting rod with a crank of the crate movement drive. The crate and the separator are attached to the opposite shoulder.
The working stand drive provides the reciprocating movement of the working stand. Includes main drive and slot and crank mechanism. Main drive generates the torque required for rolling. Consists of an electric motor, V-belt transmission and the reduction gearbox, mounted on the frame.
Crank mechanism converts rotary motion of the output shaft of the main drive gear into reciprocating motion of the working stand, consists of a crank disk and connecting rod. A connecting rod is one end connected to the finger of the crank disk, and the other - with crank mechanism shoulder of the moving crate. The shaft of the crank drive is connected to the electronic sensor. With it, it's possible to define the working position of the stand when feeding rotation cycles begin.
 Feed and turn mechanism is used to carry on periodic feeding and rotation of the tube workpiece in the deformation zone. Switches on cartridge feeder, feed screw, the gear of the feed screw, shaft rotation, gear rotation, the guide frame. The cartridge feeder performs tube clamp-billet. The clamp is a wedge clutches. With the help of "screw-nut" gear the cartridge is moved on the guides of frame. The feeder nut is secured to the cartridge frame. The screw is rotated by the servo motor through a reduction gear of the feed screw. V-Cams in the cartridge feeder are installed in the spindle. The spindle receives the rotation from the hex shaft rotation, which is connected with rotation gear.
Feed and turn mechanism is used to carry on periodic feeding and rotation of the tube workpiece in the deformation zone. Switches on cartridge feeder, feed screw, the gear of the feed screw, shaft rotation, gear rotation, the guide frame. The cartridge feeder performs tube clamp-billet. The clamp is a wedge clutches. With the help of "screw-nut" gear the cartridge is moved on the guides of frame. The feeder nut is secured to the cartridge frame. The screw is rotated by the servo motor through a reduction gear of the feed screw. V-Cams in the cartridge feeder are installed in the spindle. The spindle receives the rotation from the hex shaft rotation, which is connected with rotation gear.
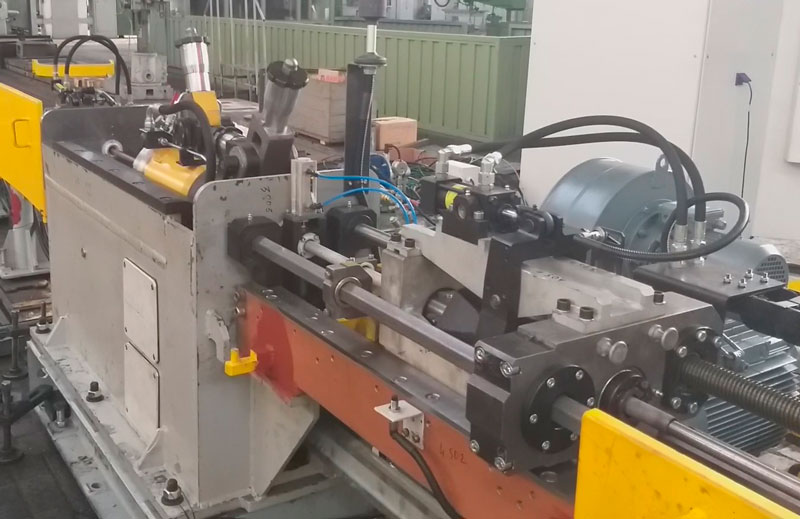
Mandrel rod clamping mechanisms is designed to hold the mandrel in the zone of deformation of the tube, rotate it simultaneously along with the rolled tube at a given angle. Includes cartridge clamp rod, the rotation mechanism, pneumatic actuator. The mandrel rod is clamped in the Chuck by wedge Cams. The Cams are arranged in the spindle which can rotate relatively to the longitudinal axis. Spindle receives rotation through gearing from the hex rotation shaft, which is connected with rotation gear. The cartridge is equipped with an adjusting device for positioning along the axis of rolling.
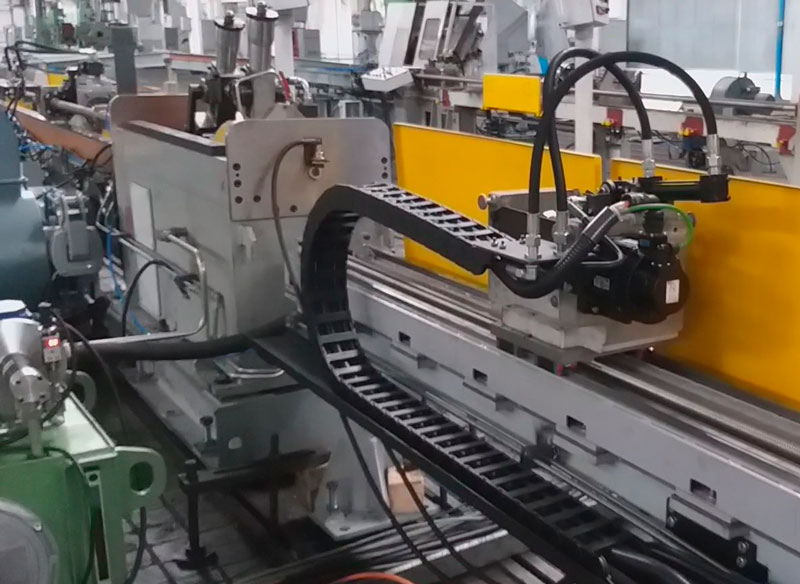 Drawing chuck unit with the feed-rotating mechanism is intended to move and rotate the tube at the exit of the deformation zone. It includes chuck with tube clamping mechanism, guides, feeding and rotating mechanisms. The chuck moves along the longitudinal guides. The feeding mechanism – type "screw-nut". The screw rotation is provided by a servo motor through a reducer. Clamping jaws are located within the chuck spindle. The spindle is rotated by the rotation mechanism via the hex shaft through the gearbox.
Drawing chuck unit with the feed-rotating mechanism is intended to move and rotate the tube at the exit of the deformation zone. It includes chuck with tube clamping mechanism, guides, feeding and rotating mechanisms. The chuck moves along the longitudinal guides. The feeding mechanism – type "screw-nut". The screw rotation is provided by a servo motor through a reducer. Clamping jaws are located within the chuck spindle. The spindle is rotated by the rotation mechanism via the hex shaft through the gearbox.
The main drawing chuck functions include:
a) When rolling WT from 3 to 1mm – fulfills the same function as the outlet in the regular CPM does (guides the finish tube and aligns it along the rolling axix, helps to rotate the tube;
b) When rolling WT below 1mm – drawing unit helps feeding the rear end of finish tubes in addition to the previously described functions. In such case the well-known problem of cutting in of tubes edges is eliminated.


 equipment
equipment